歡迎您來到泰方機械有限公司網(wǎng)站!


聯係人:鍾先生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:昆山市(shì)周市鎮盛帆路268號(hào)
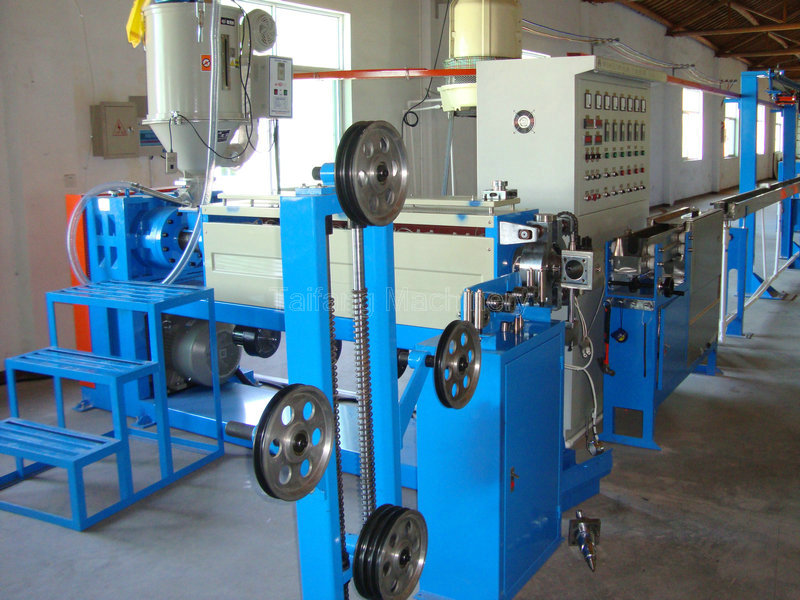
轟鳴(míng)的機(jī)器聲中(zhōng),一卷(juàn)卷銅絲穿過高溫模具,包裹上絕緣層後蛻變為整齊的線纜——這(zhè)正是電線廠押出工(gōng)日常工作(zuò)的(de)縮影。作為電線(xiàn)電纜製造流程中不可或缺的技(jì)術(shù)崗位,押出工的操(cāo)作直接決定(dìng)了產品的性能與質量。隨著新(xīn)能源、智(zhì)能家居等行(háng)業的快速發展,電線產品的精密(mì)化需求持續攀升,這(zhè)一崗位的重(chóng)要性愈發凸顯。
押出工(Extrusion Operator)得名於電線生產中的關鍵工序——擠出(chū)成型工藝(yì)(Extrusion Process)。其核心任務是通過操作押出機(jī),將塑料(liào)顆(kē)粒加熱熔融後均勻包裹在導體(tǐ)表(biǎo)麵,形成符合標準的絕緣層或護套層。 在電線製造流程中,這一環節承擔著三大核心職能:
材料塑(sù)化(huà)控製:精準調節押出機的(de)溫度、壓力參數,確保PVC、PE等材料充分熔融且流動性穩定;
厚度精準調控:通過模具設(shè)計與螺杆轉速的配合,將絕(jué)緣層厚度誤差控製在(zài)±0.02mm以(yǐ)內;
缺陷實時監測:借(jiè)助在線測徑儀等設備,及(jí)時識別氣泡、偏心等質量問題並調整工藝(yì)。
以(yǐ)生產(chǎn)*阻燃型PVC絕緣電線(xiàn)*為例,押出工的日常工(gōng)作(zuò)可分為四(sì)個階(jiē)段:
| 階段 | 操作要點 | 質量控製重點 |
|---|---|---|
| 備料(liào)預熱 | 核對(duì)材料型號,設定押出機各區段溫度 | 防(fáng)止材料碳化或塑化(huà)不足 |
| 穿線引料 | 牽引導體穿過模芯模套,調整中心度 | 確保絕(jué)緣層無偏(piān)心缺陷 |
| 連續押出 | 監控螺杆轉速(sù)與牽引速度的同步性 | 維持外徑(jìng)公(gōng)差在±5%以內 |
| 冷卻定型 | 調節水槽溫度與冷卻速率 | 防止(zhǐ)絕緣層收縮或表麵龜裂 |
“就像給銅絲穿上一件量身定製的防護服”,從業12年的高級技師張師傅這樣形容自己的工作。在高速連續化生產中,押出工需要(yào)同時兼顧設備參數、材料特(tè)性(xìng)與(yǔ)產品標準,這對操作者的經驗(yàn)積累提出了極(jí)高要(yào)求。
要勝任這一技術崗位(wèi),從業者需構建“設(shè)備-材(cái)料(liào)-工藝”三位一體的(de)能力體係:
機械操作維度
根(gēn)據導體規格(gé)自(zì)動計算模套尺(chǐ)寸(經驗公式:模套內徑=導體直徑+2倍標稱厚度)
建立溫度-壓力(lì)-速度的(de)關(guān)聯(lián)控製模型(xíng)
實施DOE實驗(yàn)設計提升良品率 某大型線纜企業的生產數據顯示,經驗豐富的押出工可使設備稼動率提升15%,同時將廢線(xiàn)率從2.3%降(jiàng)至0.8%以下。
隨著工業4.0的推進,押出工序正經曆三大變革:
物聯網監控係統實時(shí)采集(jí)200+設備參數,異常工況自動預警
視覺檢測裝置替代人工目(mù)檢,缺陷識別準確率達99.7%
數字孿生技術實現工藝參數的虛擬仿真優化 這對押出工提出了(le)新的能力要求:
能解讀MES係(xì)統提供的(de)生產大(dà)數據報告
掌握基(jī)礎編程技能以(yǐ)調整自動化設備參數
具(jù)備跨工序協(xié)作的問題分析能力 在某新能源(yuán)線束(shù)項目的案例中,押(yā)出工團隊通過分析曆史生產數(shù)據(jù),將絕緣層(céng)偏心度波動範圍縮小40%,為產品通過UL認證提供了關鍵支撐。
當前線纜行業為押出工規劃了兩條晉升路徑:
服務熱線

 中 文
中 文





