歡迎您來到泰方機械有限公司網站!


聯係人:鍾先生
郵 箱:121740864@qq.com
電(diàn) 話:138-1293-0229
地 址:昆山市周市(shì)鎮盛帆路268號
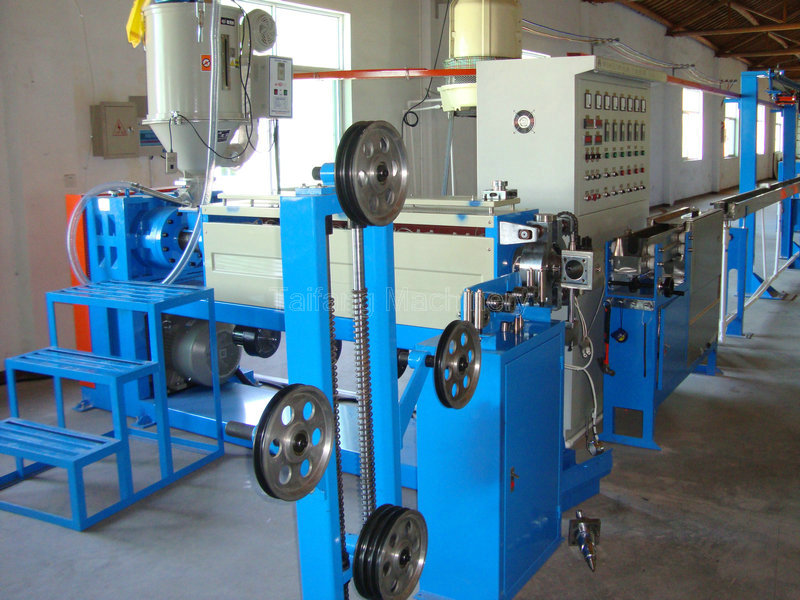
在工業生產中,聚四氟乙烯(PTFE)即鐵氟龍,因其優異的耐熱性、抗化學腐蝕性和電絕緣性,被廣泛(fàn)應用於各種高(gāo)性能電線、電纜的製造。然而,在(zài)使(shǐ)用鐵氟龍押出機進行加工時,操作者常會遇到一係列問題,這些問題不但影響產品質量,還降低了生產效率。本文(wén)將詳細探討鐵氟龍押出過程中的幾大常見問題及其解決策(cè)略。
在(zài)進行鐵氟龍押出(chū)成型時,製品表麵粗糙是一個(gè)常見問題。這通常是由於押出(chū)溫度不適當、模具設計不(bú)合理或原材料質量不佳造(zào)成的(de)。
優化加熱係統:確保押出溫度控製在320°C至380°C之間,根據具體配方微調(diào)。
定期檢查並(bìng)維護模具:使用高耐磨材料製作模具,減少磨損對產品的(de)影(yǐng)響。必要時更換新模具。
選擇高質量的PTFE原(yuán)料:保證其(qí)純淨度(dù)和粒徑一致性。
在生產中,尺寸不穩定也是一個常見的挑戰,尤其是冷卻後尺寸收縮率(lǜ)較(jiào)大,控製(zhì)難度增加。
精(jīng)確控製押出和牽引速度(dù):保持恒定,避免因速度變化(huà)引起的尺寸偏差。
采用合適的冷卻方式:如水冷或風冷(lěng),保證製品均勻快速冷卻,減少內應力。
設計預留(liú)足夠(gòu)的收縮餘量:通過(guò)後期加工調整達到最終尺寸要求。
氣泡和孔洞的形成會嚴重影響產品的機械性能和(hé)外觀質量。
加強原料的預幹燥處理:確保含水量低於50ppm。
優化押出機參數:降低加料速度,避免空氣夾帶;使用真空脫氣裝置幫助去除氣(qì)體。
改進(jìn)模具(jù)設計:增加(jiā)排氣孔或槽,確保氣體能順利逸出。
塑料焦燒是指在押出過程中,塑料層出現焦燒現象,表現為表麵有焦粒、煙霧(wù)大且有強烈刺激味。這不僅影響產品的外觀質量(liàng),還可能引發(fā)安全問題。
確保溫度控製適當:不宜過高以避免塑料熱(rè)降解。
定期清洗螺杆(gǎn):避免積存(cún)焦燒物。合理控(kòng)製加溫和停機時間,避免長時間高溫加熱導致的(de)塑料分解。
檢查並校準(zhǔn)控溫儀表的準確性:確保溫度控製係統正常運行。
塑化不良表現為(wéi)擠包層表麵不(bú)光滑、有微小裂紋或未完全塑化,這也是鐵氟龍押出過程中常見的問題之一。
聯係人:鍾先生
郵 箱:121740864@qq.com
電(diàn) 話:138-1293-0229
地 址:昆山市周市鎮(zhèn)盛帆路268號
服務熱線

 中 文
中 文





