歡迎您來到泰方機械有限公司網(wǎng)站(zhàn)!


聯係人:鍾先(xiān)生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地(dì) 址:昆山市周市鎮盛帆路268號
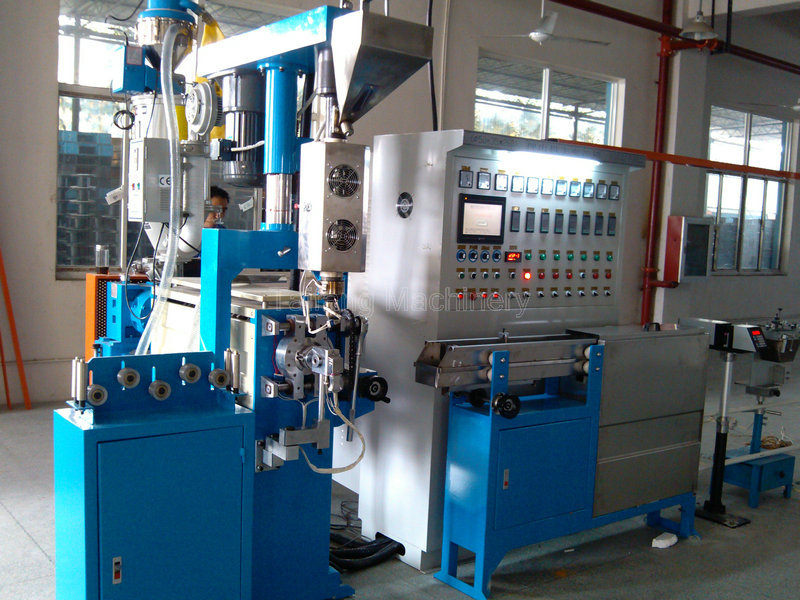
在製造矽(guī)膠製(zhì)品(pǐn)的過程中(zhōng),模套與模芯間的精確配合是確保產品質量的關鍵。當矽膠押出機中的模(mó)芯(xīn)與模套(tào)距離過近時,壓力的變化成為了一個需要細致(zhì)分(fèn)析的問題。本文將深入探討這一過程,以(yǐ)期為相關行業的操作人員提供有價值的參考。
香蕉视频网址(men)來理解矽(guī)膠(jiāo)製品(pǐn)的生產過程。通常,在矽膠押出機中,模具被加(jiā)熱至一(yī)定溫度後(hòu),矽膠料在高(gāo)壓下(xià)從模腔擠出,形成所需產(chǎn)品的形狀。在此過程中,模芯(即模(mó)具的內腔部分)和模套(模具的外表麵部分)之間必須保持一定的距離,以保證產品的尺寸精度和外觀質量。如果模芯與模套(tào)的距離過於接近,就可能導致以下問題:
聯係人:鍾先(xiān)生
郵 箱:121740864@qq.com
電 話(huà):138-1293-0229
地 址:昆山市周市鎮盛帆路268號(hào)
服務熱線

 中(zhōng) 文(wén)
中(zhōng) 文(wén)





